








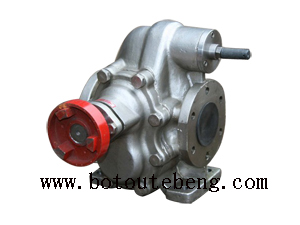
BWCB齿轮沥青泵齿轮的加工流程及淬火要求
BWCB齿轮沥青泵齿轮的加工工艺流程:
粗车-----精车——插齿——滚齿——倒棱(磨棱)——(倒角)——清洗——渗碳淬火——磨内孔端面(磨内孔)——(磨另一端面)——磨齿——清洗——强化喷丸——清洗——成品检查”
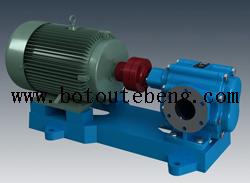
BWCB齿轮沥青泵的齿轮轴是重要的动力传动,其性能很大程度上取决于热处理过程,因此,对热处理工艺要求十分严格。齿轮轴热处理主要包括长时间高温强渗碳势深层渗碳和空冷至一定温度淬火。一是表层渗碳组织不符合工艺要求,比如,由于大型齿轮轴尺寸大,热处理后一些花键齿部分表层贝氏体/珠光体含量高、形成明显网状;另一个问题是齿轮轴在热处理过程中容易发生畸变,严重时渗碳层齿面中部凹陷,呈两头翘起的马鞍型。由于渗碳齿面为啮合工作面,允许的磨削余量非常小,这就要求热处理后的齿面畸变小而尺寸精确,以确保磨削加工后齿间的啮合精度和渗层深度。大型齿轮轴热处理装炉量少,生产效率低,故优化热处理工艺、提高热处理质量很有必要。
针对BWCB齿轮沥青泵的齿轮轴热处理中的畸变问题,畸变主要发生在淬火工序,由于内部热应力和组织应力产生的时间不同相互叠加而致。因此,他们建议,在确保淬硬层深度的前提下尽量减小淬火温差,取淬火温度下限。采用硝盐等温淬火,可以在很大程度上减少热应变所引起的畸变。另外,对不可避免的组织转变所引起的直径缩小,可以采取1.5mm预留收缩余量的办法。他们对500~600mm齿轮轴采用下限淬火温度和硝盐等温淬火处理方法有效地达到了控制畸变量的目的
------分隔线----------------------------
相关新闻
下一篇:保温沥青泵实用知识介绍

